






![]()
First Atlantic Nickel & Cobalt Corp. (TSX-V: FAN) (OTCQB: FANCF) (FSE: P210) is pleased to report preliminary results from its proprietary ONSHORE MAX™ (Magnetic Alloy eXtraction) recovery and concentration process, which upgraded rock samples from the RPM Zone of its wholly owned Pipestone XL Nickel-Cobalt Alloy Project into a high grade alloy concentrate averaging 67.4% nickel and grading up to 71.9% nickel and 1.76% cobalt. The bench-scale test work was completed at SGS Canada Inc. and represents the Company’s first metallurgical recovery and concentration test work on awaruite. The test work used a simple, two-stage process consisting of low-intensity magnetic separation followed by flotation. The Company has initiated the permitting process for a large-scale bulk sample at the RPM Zone to optimize and advance the ONSHORE MAX™ process toward a pilot-scale plant.
Awaruite (Ni₃Fe) is a naturally occurring, magnetic, sulphur-free nickel-iron-cobalt alloy that already exists in a reduced metallic state. This allows awaruite to be concentrated by magnetic separation and flotation, bypassing the energy- and capital-intensive secondary midstream processes of smelting, roasting, or high-pressure acid leaching. The Company believes this gives awaruite a differentiated, smelter-free pathway, whereby a high-grade concentrate could move directly into downstream nickel and cobalt battery refining, stainless steel and specialty-alloy production. This pathway supports a vertically integrated North American and allied G7 critical-mineral supply chain that bypasses the constrained midstream smelting step and reduces dependence on foreign countries for nickel processing.
The U.S. Geological Survey identified awaruite as a potential solution to nickel concentrate shortages in its Mineral Commodity Summaries 20121, stating:
“The development of awaruite deposits in other parts of Canada may help alleviate any prolonged shortage of nickel concentrate. Awaruite, a natural iron-nickel alloy, is much easier to concentrate than pentlandite, the principal sulfide of nickel.”
First Atlantic will showcase the high-grade concentrate from its Pipestone XL Nickel-Cobalt Alloy Project this week at the Fastmarkets Lithium Supply & Battery Raw Materials Conference in Las Vegas, being held from June 22 to 25, 2026. Members of management will be available to meet with investors, potential investors, and industry and government delegates, including representatives of the U.S. Department of Commerce, Tesla, Panasonic, General Motors, Ford, Prime Planet Energy and Redwood Materials.
The Company believes the concentrate could anchor a vertically integrated nickel-cobalt supply chain in North America, moving from mine to refinery and enabling the direct refining of nickel sulphate (NiSO₄), the qualifying nickel defined under Section 45X(c)(6) of the U.S. Advanced Manufacturing Production Credit.
To arrange a meeting, or for investor inquiries, please call Rob Guzman, Investor Relations, at +1-844-592-6337 or by email rob@fanickel.com.
KEY HIGHLIGHTS
THE ONSHORE MAX™ PROCESS AND TEST WORK
ONSHORE MAX™ (Magnetic Alloy eXtraction) is the Company’s simple, two-stage process for recovering and concentrating awaruite using low-intensity magnetic separation (LIMS followed by flotation. Both are proven, widely used mineral-processing methods.
The program was performed on a 74.5-kilogram composite of 32 individual samples taken from 96 meters of continuous core from RPM Zone discovery hole AN-24-02. The composite returned an average head grade of approximately 0.12% magnetically recoverable nickel, as measured by Davis Tube Recovery at SGS.
A low-intensity magnetic separator drum operating at approximately 1,000 Gauss produced a magnetic concentrate grading approximately 1.6% nickel. Flotation, using a xanthate-based collector, then upgraded that concentrate to a final awaruite concentrate averaging 67.4% nickel and grading from 63.7% to 71.9% nickel across four tests. All test work was conducted at SGS.

Figure 1: Representative sample of awaruite concentrate product averaging 67.4% Nickel from Pipestone XL – RPM Zone.

Figure 2: Preliminary metallurgical test of composite material from RPM zone at Pipestone XL project, picture showing the rougher flotation stage. The metallic surface visible on-top of liquid within a bench scale flotation cell is awaruite particles attaching to the surface of bubbles and floating to the top to be collected and cleaned in a multi-stage process isolating and concentrating the awaruite nickel–iron-cobalt alloy metal.

Figure 3: Preliminary metallurgical test of composite material from RPM zone at Pipestone XL project undergoing flotation testing, picture showing the multi-stage process of flotation including rougher and cleaning phases to isolate and concentrate the nickel-iron-cobalt alloy metal.

Figure 4: Image of Eriez laboratory drum separator collecting magnetic concentrate while operating at a magnetic intensity of approximately 1,000 Gauss, Low Intensity Magnetic Separation process.
A SIMPLE, CLEAN, LOW-ENERGY PROCESS
The Company believes the program confirms a simple, clean, low-energy and effective process for recovering and concentrating awaruite. Both stages performed as intended, with magnetic separation delivering stable and repeatable performance. The Company believes there is clear potential to improve recovery and grade as grind size, reagents, and flotation conditions are optimized. Because awaruite is sulphur-free and the process uses only magnetic separation and flotation, without midstream smelting, roasting, or high-pressure acid leaching, the process avoids the SO₂ emissions, high electricity demand, and acid mine drainage risks commonly associated with conventional nickel processing.
A HIGH-GRADE CONCENTRATE IN CONTEXT
The 71.9% nickel grade of the concentrate approaches the grade of pure awaruite. By comparison, the Nickel Institute reports that a typical nickel concentrate grades 10% to 15% nickel. The Company believes awaruite’s high nickel and cobalt content, natural magnetism and metallic form allow it to be concentrated to grades well above those achievable from conventional nickel sulphide and laterite minerals.
RPM ZONE BULK SAMPLE PERMITTING UNDERWAY FOR PILOT SCALE PLANT
The Company has initiated the permitting process for a large-scale bulk sample at the RPM Zone, which is intended to provide the volume of material required to advance the ONSHORE MAX™ process from bench scale toward a pilot-scale plant. In parallel, the Company intends to advance an expanded metallurgical program to optimize the magnetic separation and flotation circuit, evaluate the addition of gravity separation, assess chromium as a potential secondary credit, and evaluate downstream refining toward battery-grade nickel sulphate (NiSO₄).The Company believes battery-grade nickel sulphate produced from the concentrate could qualify as nickel under Section 45X(c)(6) of the U.S. Advanced Manufacturing Production Credit, if refined in the US.
ONSHORE MAX™ PROCESS BYPASSES NEED FOR MIDSTREAM SMELTING
Awaruite already exists in metallic form. As a result, the ONSHORE MAX™ process can concentrate awaruite by magnetic separation and flotation without the smelting, roasting, or high-pressure acid leaching that nickel sulphide and laterite ores require. As stated in the August 2025 report, From Rocks to Power: Strategies to Unlock Canada’s Critical Minerals for Global Leadership in Energy Storage, EVs, & Beyond from the Battery Metals Association of Canada:
“Awaruite is not a sulfide nor an oxide nickel ore but a high-content native nickel-iron ore. Simple beneficiation processes after mining could provide 60% Ni concentrate, ready for leaching for battery cathode purposes and would yield MHP as a by-product. This process would bypass pyrometallurgy or early hydrometallurgy stages and be among the lowest carbon-intensive nickel production sites in the global nickel market.”3
The Company believes bypassing the midstream smelting step offers several advantages, including the avoidance of smelter or refinery treatment and refining charges deducted from the concentrate payables, lower energy consumption, lower emissions and pollution, and, because awaruite is sulphur-free, no acid mine drainage risk. The high grade of the concentrate also reduces the tonnage and freight required to deliver a given quantity of nickel and cobalt to a downstream customer.
NORTH AMERICA’S PROCESSING AND MIDSTREAM SMELTING GAP FOR CONVENTIONAL NICKEL SOURCES
According to the U.S. Geological Survey, global nickel mine production was an estimated 3.9 million tonnes in 2025, of which Indonesia produced approximately 2.6 million tonnes, or roughly two-thirds.4 That supply is heavily tied to China. According to the U.S. International Trade Commission, approximately 90% of Indonesia’s nickel exports went to China in 2022;5 China has invested more than US$65 billion in Indonesia’s nickel industry over the last decade;6 and Indonesian officials have stated that China controls roughly 90% of the country’s nickel mines and smelters.7
The Carnegie Endowment for International Peace projects that, by 2035, U.S. nickel demand will reach roughly 750,000 tonnes, compared with domestic supply of just 8,000 tonnes. This represents a project deficit of approximately 742,000 tonnes per year, expressed by Carnegie as import dependence of approximately 9,275%.8
North America also has limited capacity to process nickel. The last nickel smelter in the continental United States closed at Riddle, Oregon, in 1998, and the last U.S. primary nickel refinery, at Port Nickel, Louisiana, ceased operations in 1985. Vale’s Thompson smelter in Manitoba closed in 2018, leaving only two operating pyrometallurgical nickel smelters in North America, both in Ontario, and no new nickel smelter currently under construction on the continent. The Company believes this means that nickel sulphide or laterite ore mined in North America would require either existing overseas smelting capacity or the development of new processing methods and capacity.
Building new nickel smelting capacity is a significant undertaking. A smelter is a large-scale facility with additional capital- and energy-intensive requirements layered on top of the mine. It requires a large and reliable electricity supply, SO₂-emission and air-quality permitting, and other environmental approvals, and it can cost as much as, or more than, the mine it serves. In December 2025, Korea Zinc announced a partnership with the U.S. Department of War and the U.S. Department of Commerce to build an integrated primary zinc, lead, and copper critical-minerals smelter in Clarksville, Tennessee, with approximately US$6.6 billion in capital expenditures (approximately US$7.4 billion including working capital and financing), supported by a US$1.4 billion conditional investment from the U.S. Department of War.9 First Atlantic is not affiliated with Korea Zinc or that project, which is referenced solely to illustrate the capital intensity of conventional smelting infrastructure.
The technical and environmental limitations of conventional smelting are well documented. As noted in the 2024 review published in the journal Minerals, “Review on the Challenges of Magnesium Removal in Nickel Sulfide Ore Flotation and Advances in Serpentinite Depressor”:
“However, the traditional concentrate smelting-matte refining process, whilst technologically robust, is capital intensive and suffers from several environmental and technical issues such as sulfur dioxide emissions, poor recovery of cobalt and difficulty processing concentrates high in magnesia and arsenic without appropriate blending with high grade concentrates to dilute the concentration of these species.”10
The Company believes awaruite and the ONSHORE MAX™ process avoid many of these constraints by producing a high-grade nickel-cobalt concentrate without the need for a smelter.
AN ALLIED SOURCE ALIGNED WITH U.S. AND G7 POLICY
In its January 14, 2026 proclamation, the White House stated:
“Even where the United States has domestic mining capacity, such as for cobalt, nickel, and rare earth elements, the United States lacks the domestic processing capacity to avoid downstream net-import reliance.”11
At the June 17, 2026 G7 Summit, the G7 Leaders’ Declaration named nickel as one of only two pilot critical minerals for a new allied traceability framework and committed G7 governments to mobilize equity investment and offtake.12 On June 8, 2026, the U.S. House passed the DOMINANCE Act, which authorizes equity investment, co-financing and U.S.-priority offtake for allied projects and defines a “processed” critical mineral as one converted into “a metal, metal powder, or a master alloy.”13 The Company believes awaruite, a natural nickel-iron-cobalt alloy, is already in the form the Act defines as processed. In March 2026, First Atlantic was accepted into the U.S. Defense Industrial Base Consortium under the Office of the Assistant Secretary of War for Industrial Base Policy.14
ONGOING ALLOY MAX NORTH & SOUTH DRILL PROGRAM AT NEW LARGE-SCALE ALLOY MAX DISCOVERY ON PIPESTONE XL PROJECT
Pipestone XL hosts a second large-scale awaruite discovery, the Alloy Max Zone, first announced on March 18, 2026 following district-wide surface sampling that integrated geological mapping, surface rock sampling with Davis Tube Recovery analysis, and geophysics. That work outlined a major new area of magnetically recoverable awaruite mineralization extending up to approximately 7 kilometres north of the RPM Zone, with an initial target area of approximately 4 kilometres of strike and up to 1.5 kilometres of width, larger than the RPM Zone. Surface DTR grades at Alloy Max were comparable to surface values at the RPM Zone, where drill core has consistently returned significantly higher grades than weathered surface samples, and Alloy Max was selected as a priority target for the Company’s 2026 drill program.
On June 15, 2026, the Company reported the discovery hole, XL-26-15, the first hole drilled at Alloy Max North, located approximately 5.2 kilometres north of the RPM Zone discovery hole AN-24-02. Drilling is now ongoing at both the Alloy Max North and Alloy Max South zones, with additional holes underway from multiple drill pads where Company geologists identified visible awaruite in exposed bedrock prior to drilling.
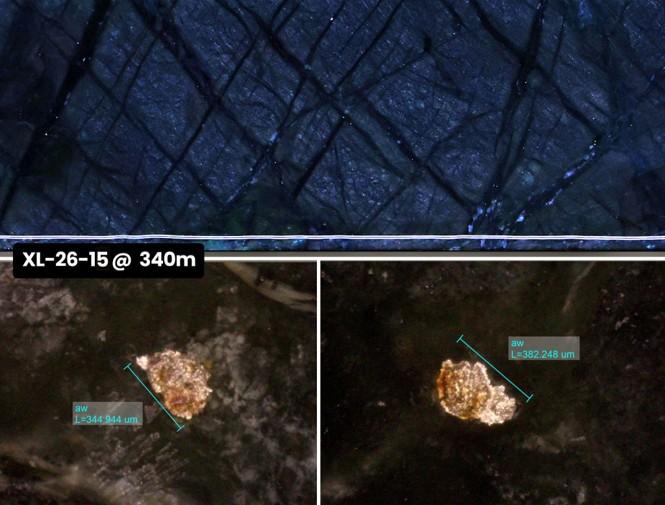
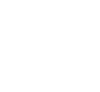
Figure 5. Visible awaruite (Ni₃Fe) grains, up to 382 microns, in drill core from discovery hole XL-26-15 at Alloy Max North (340 metres). The bright, metallic grains are awaruite, the naturally magnetic nickel-iron-cobalt alloy that the ONSHORE MAX™ process recovers and concentrates.
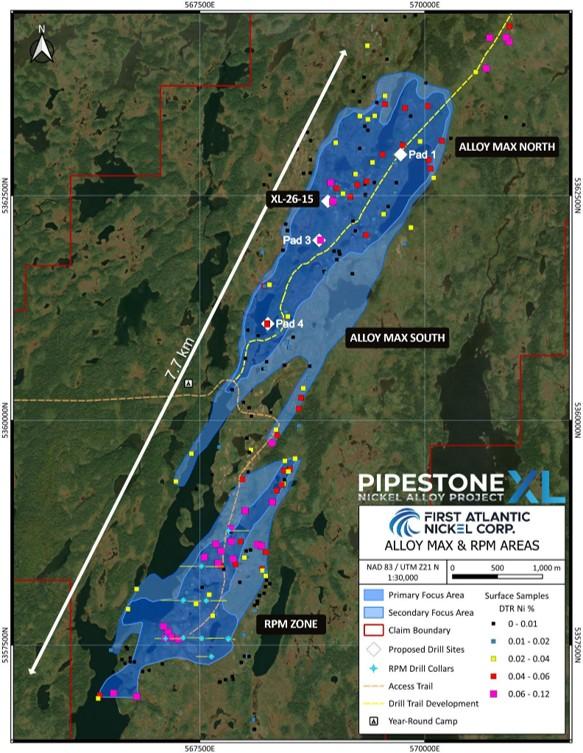
Figure 6. Map of the Alloy Max and RPM Zone areas showing DTR nickel (%) in surface rock samples, including 2026 Alloy Max drill pad locations and the RPM 2025 drill holes.
STRATEGIC ADVISOR: DR. DOUGLAS WICKS, FORMER U.S. ARPA-E PROGRAM DIRECTOR
On April 29, 2026, First Atlantic appointed Dr. Douglas Wicks as a Strategic Advisor.15 Dr. Wicks is a globally recognized expert in critical minerals processing and geologic hydrogen with more than 25 years of senior leadership across the U.S. government, industrial minerals, advanced materials and academia. From 2019 to 2025 he served as a Program Director at the U.S. Department of Energy’s Advanced Research Projects Agency-Energy (ARPA-E), where he designed and led the MINER program (Mining Innovations for Negative Emissions Resource Recovery), targeting domestic nickel, cobalt and other critical minerals through lower-emission processing, and ARPA-E’s Geologic Hydrogen portfolio, the first U.S. federal program to competitively fund stimulated geologic hydrogen research from ultramafic rocks. He now serves as Strategic Director, ASCENT Japan at Renaissance Philanthropy and sits on the Advisory Board of its Chimaera Fund geologic hydrogen initiative.
As quoted in the Company’s April 29, 2026 news release announcing his appointment, Dr. Douglas Wicks commented:
“I’m excited by the novel composition of awaruite (Ni₃Fe), a naturally occurring magnetic nickel-iron-cobalt (Ni-Fe-Co) alloy. Because awaruite occurs naturally as a metallic alloy, it can move directly from mine to metal, feeding stainless steel production or refining for downstream applications. Its natural magnetism makes awaruite amenable to magnetic separation, a proven processing method for separating and concentrating magnetic ores at large scale across the global iron ore industry. Awaruite from the Pipestone XL Project could help onshore the North American nickel and cobalt supply chain, bypassing midstream smelting constraints and delivering usable feedstock for stainless steel, specialty alloy, and electric vehicle battery manufacturing industries.”
GEOLOGIC HYDROGEN AND THE VEMA HYDROGEN JOINT VENTURE
The same serpentinization process associated with awaruite formation at Pipestone XL also generates hydrogen, and the Company is advancing a parallel geologic hydrogen initiative alongside its nickel-cobalt program. As announced on June 9, 2026, First Atlantic and Vema Hydrogen signed a letter of intent to jointly develop low-carbon Engineered Mineral Hydrogen at Pipestone XL through a proposed 50/50 joint venture.16 The presence of awaruite, which forms only when hydrogen reduces nickel and iron during serpentinization, is a direct geological signature of a hydrogen-generating system.
Samples from the Alloy Max Zone, including drill core from XL-26-15 and subsequent holes, will be used in the Company’s Engineered Mineral Hydrogen evaluation work at Pipestone XL.
THE PIPESTONE XL PROJECT: AN ENTIRE 30-KILOMETRE OPHIOLITE ENRICHED IN NICKEL, COBALT AND CHROMIUM
First Atlantic’s wholly owned Pipestone XL Nickel-Cobalt Alloy Project spans the entire 30-kilometre Pipestone Ophiolite Complex in central Newfoundland, a belt of ultramafic rock enriched in nickel, cobalt and chromium that hosts multiple zones of awaruite (Ni₃Fe) mineralization, including RPM, Alloy Max, Super Gulp, Atlantic Lake and Chrome Pond. The RPM Zone is the most advanced, where drilling has outlined magnetically recoverable awaruite over a strike length of more than 1.2 kilometres and a width of more than 800 metres. A second large-scale zone, Alloy Max, is currently being drilled to the north and spans approximately 4 kilometres of strike and up to 1.5 kilometres of width, larger than the RPM Zone.
Awaruite at Pipestone XL is the product of serpentinization, in which hydrogen generated by the alteration of ultramafic rock reduces nickel and iron into native metallic form. The same reducing conditions drive sulphur out of the system, producing a sulphur-free nickel-iron-cobalt alloy rather than a sulphide, which is why awaruite carries no acid mine drainage risk and can be concentrated by the ONSHORE MAX™ process without smelting. The project also hosts secondary chromium mineralization (chromite grading 60.2% Cr₂O₃ at the RPM Zone) and reactive brucite, which the Company is evaluating as potential co-products.
The Pipestone XL Project is strategically located in an established infrastructure corridor in central Newfoundland. It has year-round road access from Grand Falls-Windsor and the Trans-Canada Highway to the north and from St. Alban’s to the south, and sits near high-voltage transmission lines and clean hydroelectric power from the Bay d’Espoir Hydroelectric Generating Station, the largest hydroelectric facility on the island of Newfoundland.17 The project lies within approximately 200 kilometres of Gander International Airport and of Vale’s Long Harbour processing plant, which refines low-carbon nickel and cobalt from the Voisey’s Bay mine into Class 1 nickel that Vale supplies to customers including Tesla under a long-term agreement.18 Newfoundland and Labrador has ranked among the top 10 mining jurisdictions globally from 2022 to 2025 in the Fraser Institute’s Annual Survey of Mining Companies; in the 2024 survey it placed 8th, one of only two Canadian jurisdictions in the top 10 alongside Saskatchewan (7th).19
Figure 7: Image showing discovery hole RPM DDH001 (24-AN-02) with disseminated sulfur-free nickel-iron alloy (awaruite). Top image showing close-up of drill core at 384 meters with coarse grained disseminated awaruite; middle image showing core boxes from 380 meters to 394 meters, end of hole; bottom images showing microscope photos of individual large grains of awaruite, 580 microns to 667 microns at 384 meters.
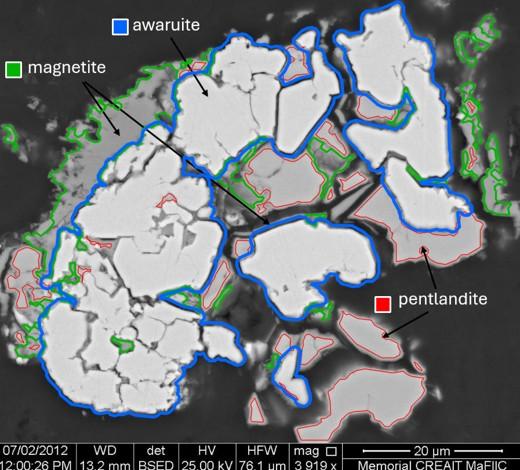
Figure 8: Awaruite mineral electron image showing desulphurization of primary pentlandite, from the Atlantic Lake Zone at the Pipestone XL Project. Imaged by Mike Piller (2012); credit Memorial University.
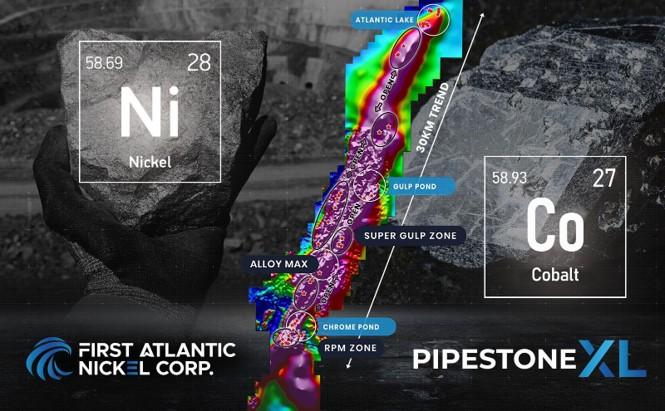
Figure 9: Map showing multiple target zones across the 30-kilometer nickel trend over total magnetic intensity at the Pipestone XL project highlighting the showing the 30-kilometre Pipestone Ophiolite Complex and the RPM, Alloy Max, Super Gulp, Atlantic Lake and Chrome Pond zones.
AWARUITE: A SMELTER-FREE NICKEL-COBALT ALLOY (Ni₃Fe)
Figure 10: USGS quote on awaruite nickel-iron-cobalt alloy.
Awaruite is a naturally occurring, sulfur-free nickel-iron-cobalt alloy with nickel content of approximately 77%. Because it already exists in a metallic state, awaruite can be processed into a high-grade concentrate of approximately 60% nickel through magnetic separation and flotation, without smelting, roasting, or high-pressure acid leaching. This concentrate can be sent directly for downstream battery chemical refining or for the manufacture of specialty alloys and stainless steel.
As stated in the August 2025 report From Rocks to Power: Strategies to Unlock Canada’s Critical Minerals for Global Leadership in Energy Storage, EVs, & Beyond from the Battery Metals Association of Canada:
“Awaruite is not a sulfide nor an oxide nickel ore but a high-content native nickel-iron ore. Simple beneficiation processes after mining could provide 60% Ni concentrate, ready for leaching for battery cathode purposes and would yield MHP as a by-product. This process would bypass pyrometallurgy or early hydrometallurgy stages and be among the lowest carbon-intensive nickel production sites in the global nickel market.”20
The U.S. Geological Survey highlighted awaruite’s potential in its Mineral Commodity Summaries 2012, stating:
“The development of awaruite deposits in other parts of Canada may help alleviate any prolonged shortage of nickel concentrate. Awaruite, a natural iron-nickel alloy, is much easier to concentrate than pentlandite, the principal sulfide of nickel.”
The absence of sulfur reduces the risk of acid mine drainage and certain permitting challenges commonly associated with sulfide mineralization, positioning awaruite to supply North American industries including stainless steel, electric vehicles, aerospace, and defence.
ABOUT FIRST ATLANTIC NICKEL & COBALT CORP.
First Atlantic Nickel & Cobalt Corp. (TSX-V: FAN) (OTCQB: FANCF) (FSE: P210) is a critical mineral exploration company in Newfoundland and Labrador developing the Pipestone XL Nickel-Cobalt Alloy Project. The project spans the entire 30-kilometre Pipestone Ophiolite Complex, where multiple zones, including RPM, Alloy Max, Super Gulp, Atlantic Lake and Chrome Pond, contain awaruite (Ni₃Fe), a naturally occurring magnetic nickel-iron-cobalt alloy of approximately 77% nickel with no sulphur and no sulphides, along with secondary chromium mineralization. Awaruite’s sulphur-free composition removes acid mine drainage risk, while its magnetic properties enable processing through magnetic separation and flotation, eliminating the electricity requirements, emissions and environmental impacts of conventional smelting, roasting or high-pressure acid leaching, while reducing dependence on overseas nickel processing infrastructure.
INVESTOR INFORMATION
The Company’s common shares trade on the TSX Venture Exchange under the symbol “FAN”, on the OTCQB under the symbol “FANCF”, and on several German exchanges, including Frankfurt and Tradegate, under the symbol “P210”. Investors can get updates by signing up for news via email and SMS text at www.fanickel.com.
FOR MORE INFORMATION
First Atlantic Investor Relations, Robert Guzman. Tel: +1-844-592-6337 | Email: rob@fanickel.com
QUALIFIED PERSON
Adrian Smith, P.Geo., a director and the Chief Executive Officer of the Company, is a qualified person as defined by NI 43-101. The qualified person is a member in good standing of the Professional Engineers and Geoscientists Newfoundland and Labrador and is a registered professional geoscientist (P.Geo.). Mr. Smith has reviewed and approved the technical information disclosed herein.
Imperial Metals Corporation (TSX:III) reports copper and gold p... READ MORE
Aldebaran Resources Inc. (TSX-V: ALDE) (OTCQX: ADBRF) and its maj... READ MORE
Nevada Sunrise Metals Corporation (TSX-V: NEV) (OTC Pink: NVSGF)... READ MORE
Newmont Corporation (NYSE: NEM) (ASX: NEM) (PNGX: NEM) announced ... READ MORE
Scorpio Gold Corporation (TSX-V: SGN) (OTCQB: SRCRF) (FSE: RY9) i... READ MORE




